公司新闻
好消息:无缝钢管厂家优惠直销
更新时间: 2026-02-23 22:03:58 ip归属地:扬州,天气:阴转晴,温度:-4-8 浏览:2次
以下是:扬州市江都区好消息:无缝钢管厂家优惠直销的产品参数
【星腾伟业】以匠心打造多元场景产品,涵盖广陵无缝钢管采购无忧、高邮无缝钢管行业优选、仪征无缝钢管以质量求生存等。好消息:无缝钢管厂家优惠直销_星腾伟业金属材料(扬州市江都区分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:任威,开发区汇通物流园B115。 江苏省,扬州市,江都区 江都古称龙川,因“江淮之水都汇于此”得名。西汉景帝前元四年(前153年)建江都县;1994年7月,撤江都县,建江都市;2011年11月,撤销县级江都市,设立扬州市江都区。江都区境内有京沪高速、沪陕高速、启扬高速、宁启铁路、连淮扬镇铁路纵横贯穿。
文字或许能描绘好消息:无缝钢管厂家优惠直销产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
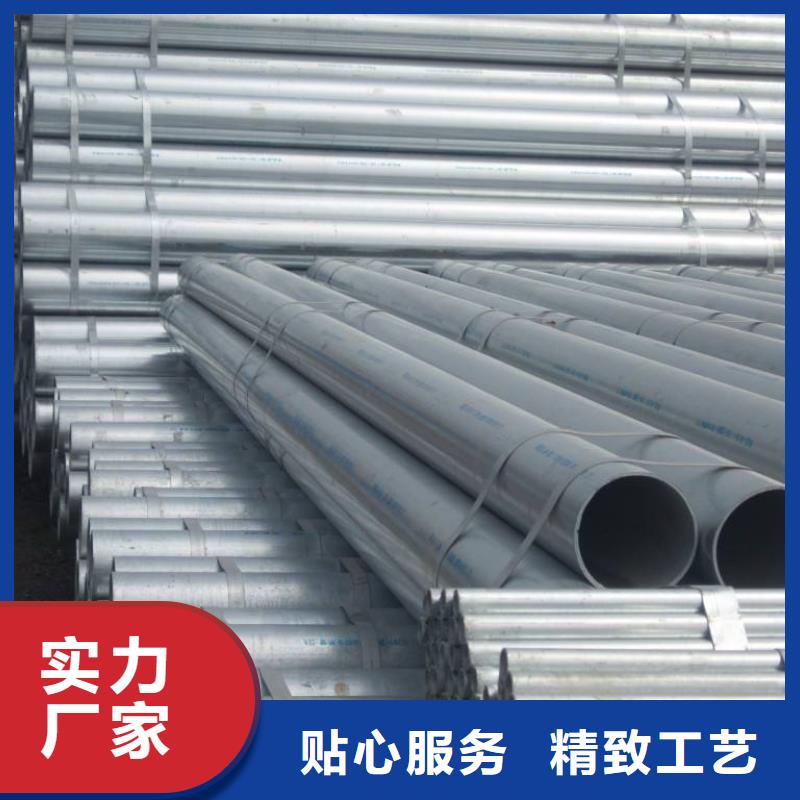
以下是:扬州江都好消息:无缝钢管厂家优惠直销的图文介绍

扬州江都星腾伟业金属材料有限公司采用先进扬州江都--无缝钢管技术,有多年扬州江都--无缝钢管生产方面积累经验并结合各地用户使用的反馈信息中不断改进、充分考虑用户的实际要求,逐步建立超严格的品质管理生产监督体系和完善快捷及时的售后服务网络。凭借用户实实在在的口碑和产品质量开拓市场,在用户中赢得耐用,放心,省心的产品评价。


制定管材冷轧冷拔生产的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。山东无缝钢管 冷加工方式的配置 按冷轧和冷拔使用情况,方式配置可有单一冷轧、单一冷拔和冷轧冷拔结合3种方案。 (1)单一冷轧方案。和冷拔相比,冷轧变形时应力状态好,道次变形量大,可减少中间工序并缩短生产周期,能降低消耗和降低成本,适宜加工塑性差的高合金钢管和难变形的有色金属。其缺点是生产力低,生产灵活性较小。 (2)冷轧冷拔结合的方案。是管材冷加工的合理方案,冷轧冷拔相结合可发挥冷轧变形量大和冷拔生产灵活的优点,以减少工序、缩短生产周期、提高生产力和扩大品种。采用冷轧冷拔结合方案时,通常是管料先在冷轧机上轧到定壁或定壁前的某个道次,然后进行拔制,直至成品道次。 (3)单一冷拔方案。由于冷拔的道次变形量较小,变形道次多,中间工序多,生产周期长,金属及辅助材料消耗大,单一冷拔方案不是 方案。但拔管机结构比冷轧机简单,投资少,操作容易掌握,工具的制造和更换方便,生产灵活性大,生产力也较高。故采用单一冷拔方案来加工碳钢、低合金钢管和一般有色金属管在实际生产中有广泛的应用。管料尺寸的选择 在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。选择冷拔机道次变形量的影响因素有:金属的冷加工性能(包括金属的强度和塑性)、管身强度(拔制时不能出现拔断现象)、拔管机能力以及选用的拔制方式(见管材冷轧冷拔)和模具类型(见冷拔管工具)。在选择拔制道次变形量时还应考虑的因素有:连拔道次(道次中间不经热处理)的多少,热处理、酸洗、润滑质量的好坏。



精密无缝钢管酸洗概述
利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。氧化皮、铁锈等铁的氧化物(Fe3O4,Fe2O3,FeO 等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。酸洗用酸有硫酸、盐酸、磷酸、硝酸和混合酸等。
精密无缝钢管酸洗常用介质:
硫酸、硝酸、磷酸、 。在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。
精密无缝钢管酸洗工艺
主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。 为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。


在扬州市江都区采购好消息:无缝钢管厂家优惠直销请认准星腾伟业金属材料(扬州市江都区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:任威-【0527-88266222】)。
其他新闻
- 价格低的不锈钢复合管供应商 2026-02-23
- 销售涂塑管厂家 2026-02-23
- 买法兰必看-质量有保障 2026-02-23
- 废旧钢筋切断机价格含运费 2026-02-23
- 买Q235NH耐候板必看-欢迎选购 2026-02-23
- 镀锌方管-生产基地-可全国发货 2026-02-23
- 角钢售后完善 2026-02-23
- 钢板镂空品质过硬 2026-02-23
- 防撞护栏定做厂家 2026-02-23
- 南瓜粉量大从优 2026-02-23
- 定做无缝钢管 2026-02-23
- PE双壁波纹管业内好评 2026-02-23
- 常年供应护栏-好评 2026-02-23
- 紫薯粉价格|厂家 2026-02-23
- 专业销售鳄鱼剪-热销 2026-02-23
产品




联系方式
