弯头-弯头实力厂家
更新时间:2026-04-18 00:02:51 ip归属地:红河,天气:多云转晴,温度:20-34 浏览:1次


- 发布企业
- 峰光管道设备(红河市蒙自市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 合金【不锈钢】弯头
- 所在地
- 南开区
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 李辰雨 请说明来自商助贸易宝,优惠更多
详细介绍
为全力保障用户权益,红河蒙自峰光管道设备有限公司设有技术强大的售后服务团队,在全国设有5个授权售后服务站,每个服务站配备2-3名售后工程师随时待命,确保做到2小时内响应,24小时内到达现场,72小时内解决问题,解除您的后顾之忧。
通过十年的快速发展,公司在企业规模、 合金【不锈钢】弯头研发实力和市场占有率等方面都颇具实力,是国内高认可度的 合金【不锈钢】弯头解决方案提供商。


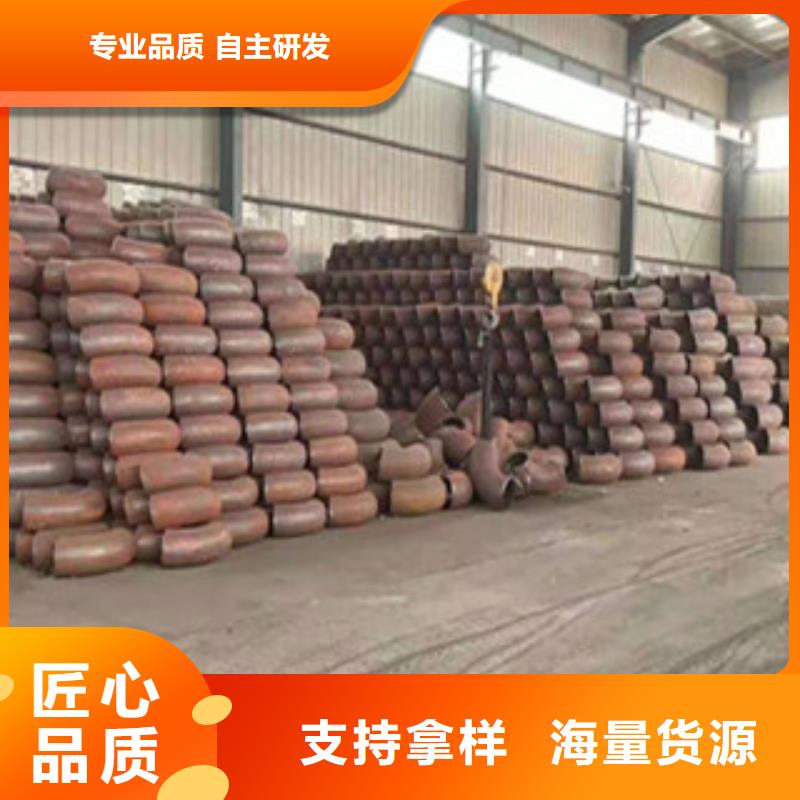
其他名称:90°弯头、直角弯、爱而弯、冲压弯头、压制弯头、机制弯头、焊接弯头等。
用途:连接两根公称通径相同或者不同的管子,使管路作90°、45°、180°及各种度数的转弯。
弯曲半径小于等于管径的1.5倍属于弯头,大于管径的1.5倍属于弯管.



是采用厚壁弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。厚壁弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。



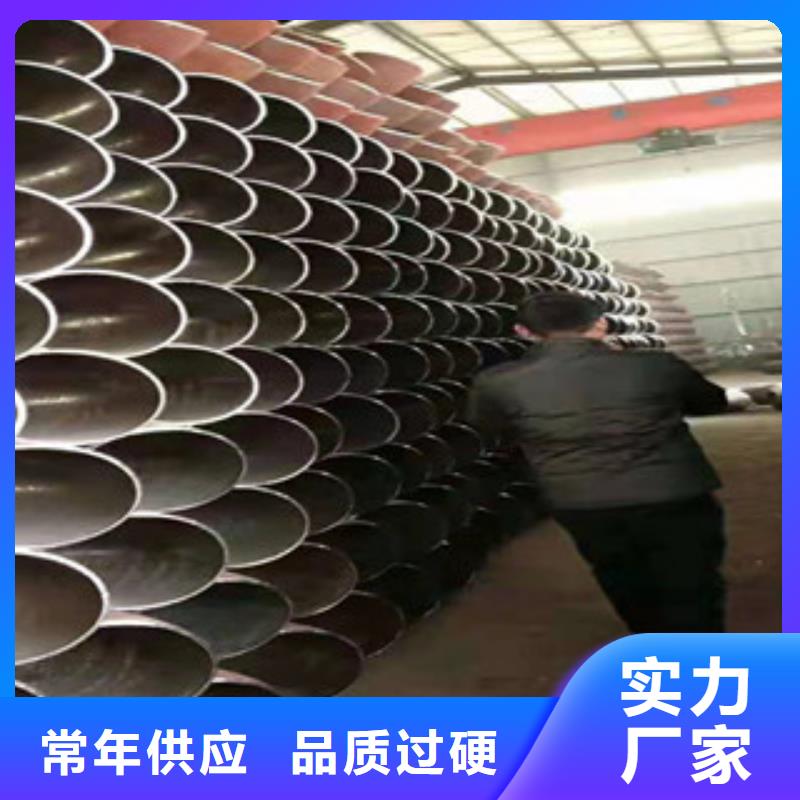
测温方式为固定式远红外测温仪和手动式远红外测温仪相结合。合金弯头是管道安装中常用的一种连接用管件,用于管道拐弯处的连接。 温度分布是一个重要的工艺参数,由感应圈外形及感应圈与芯棒头相对位置直接控制。连接两根公称通径相同的管子,使管路作角度转弯。弯头可以说是笼盖全国各行各业的使用,小到家庭大到企业。中频感应加热,WB36 钢的**温度为850 ~900 ℃ ,A335P22钢为900 ~950 ℃,A335P91 材质的加热温度**点为900 ~1000 ℃。以材质划分合金弯头,铸钢弯头,合金钢弯头,不锈钢弯头,铜弯头,铝合金弯头等。


大型冲压弯头的成型工艺优点表现在以下几点:
(1)不需要管坯作原料,可节约制管设备及模具费用,且可得到任意大直径而壁厚相对较薄的推制弯头.这种冲压弯头的原料比较特殊,不需要加入管坯原料,在加工时容易控制.
(2)加工冲压弯头的坯料为平板或可展曲面,因而下料简单,精度容易保证,组装焊接方便,在加工时容易控制原料,操作比较简单,没有繁杂的工序,并且焊接和组装比较方便.
(3)由于上述二条原因,可以缩短制造周期,生产成本大大降低.因不需要任何专用设备,尤其适合于现场加工大型冲压弯头.


