珩磨管厂家供应价格
更新时间:2026-04-17 19:12:55 ip归属地:大庆,天气:中雨转晴,温度:1-15 浏览:5次

- 发布企业
- 九冶管业(大庆市让胡路区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 精密管
- 所在地
- 经济技术开发区汇通物流园
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:大庆市让胡路区珩磨管厂家供应价格的产品参数
【九冶】持续拓展产品矩阵,现有红岗精密管诚信厂家、萨尔图精密管适用范围广等,满足不同场景需求。在大庆市让胡路区本地采买珩磨管厂家供应价格到九冶管业(大庆市让胡路区分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李经理-【0527-88266222】。 黑龙江省,大庆市,让胡路区 让胡路地区历史源远流长。据考古发现,新石器时代前期,6000年前的昂昂溪文化广布于松嫩平原,让胡路地区为昂昂溪文化类型所包含。1974年7月,大庆设置让胡路区。1980年3月,恢复让胡路区建制,隶属大庆市管辖。滨洲线、让通线过境,10国道高速公路、301国道过境。让胡路区市第四批节水型社会建设达标县(区)。境内有4A级旅游景区有铁人纪念馆,3A级旅游景区有大庆油田科技博物馆。
想要了解珩磨管厂家供应价格产品吗?我们的视频介绍将为您展现产品的每个细节和特点,快来观看吧!
以下是:大庆让胡路珩磨管厂家供应价格的图文介绍
九冶管业有限公司
性价比高工艺成熟质量保证
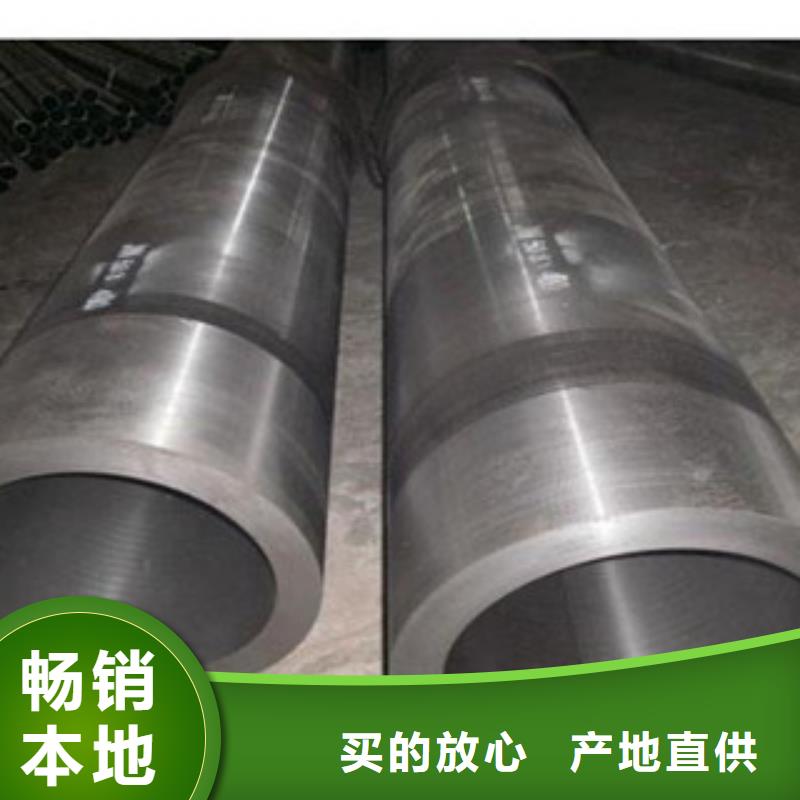
大庆让胡路精密管

大庆让胡路精密管的详细介绍
专业设计实拍展现

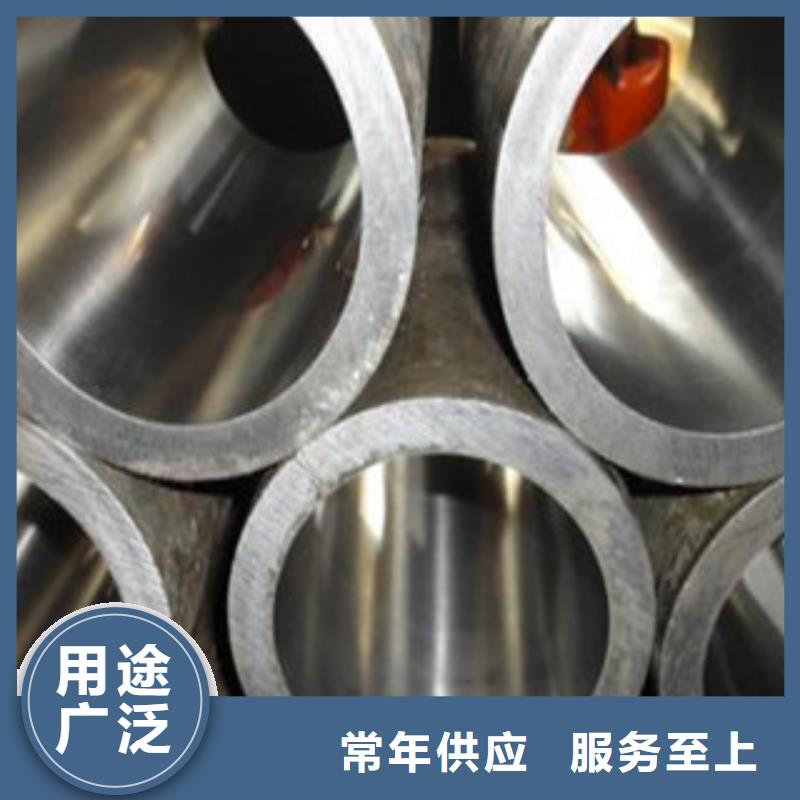
怎样修复珩磨管的表面缺陷
1、加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2、优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3、热轧管内孔缺陷清理
珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。

匠心制作
微观细节见品质






大庆让胡路九冶管业有限公司是目前国内专业的 精密管专业生产厂家之一, 大庆让胡路九冶管业有限公司技术力量雄厚,生产设备精良,工艺先进合理。大庆让胡路九冶管业有限公司承专业技术积累和制造经验以及优良的企业文化,凭借团结、创新的人才团队和科学的管理模式,遵循“诚信为本,用户至上”的宗旨,竭诚为国内外客户提供优良的产品和周到的服务。我们可以提供及时、快捷、优质的服务,接到信息后立刻响应,向客户提供各方面的技术咨询。

您是想要在大庆市让胡路区采购高质量的珩磨管厂家供应价格产品吗?九冶管业(大庆市让胡路区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的珩磨管厂家供应价格产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【0527-88266222】,地址:《经济技术开发区汇通物流园》。