异型管厂价批发
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 异型管厂价批发供应范围覆盖西藏、日喀则市、康妈县、南木林县、江孜县、定日县、萨迦县、拉孜县、昂仁县、谢通门县、白朗县、仁布县、定结县、仲巴县、亚东县、吉隆县、聂拉木县、萨嘎县、岗巴县等区域。 |
在当前国内外 球墨铸铁管激烈的市场竞争中,日喀则康妈福仕达金属材料有限公司本着“诚信为本、客户至上、精益就精、质量优先”的立业宗旨,一如既往地提高现有 球墨铸铁管产品质量,不断努力提高现有 球墨铸铁管产品质量,不断努力研究开发适用于客户要求的 球墨铸铁管产品,完善售后服务,保证用户运行而无后顾之忧。愿与各界朋友精诚合作,共谋发展!


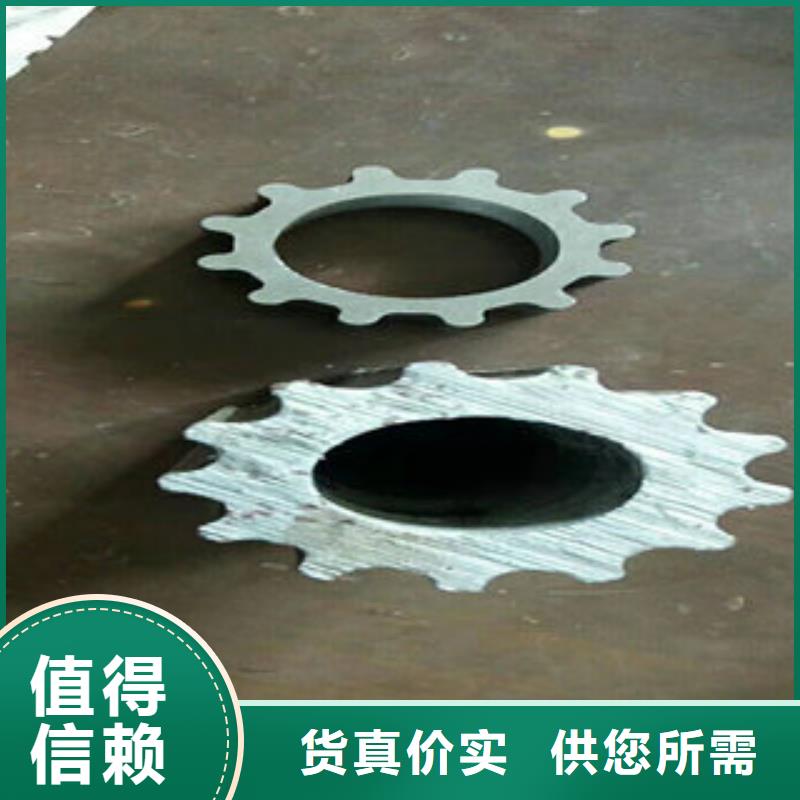
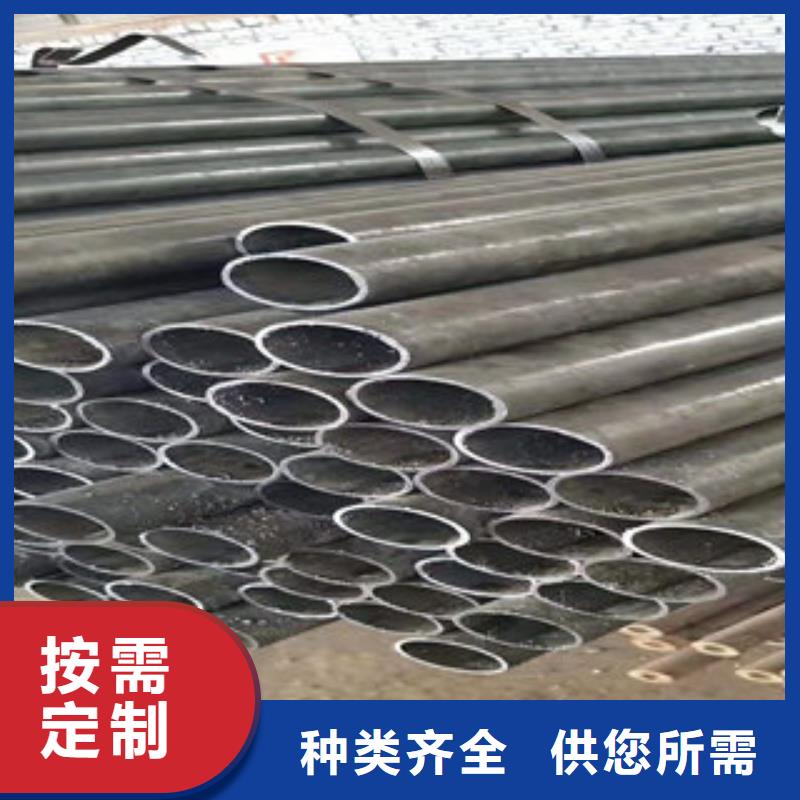
异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。成形过程是钢板首先被送去压型,再由控制器送到弯曲位置,在经过一系列与管径相匹配的压模后而形成一个开口管。操作时有两个控制器,板的一侧首先被弯成半圆,然后板被第二个控制器移动,另一侧随后也被弯曲成形。因为弯曲模刃的厚度会影响开口管的圆度,因此弯曲模刃的厚度必须保证小。一般成形完毕后,开口管被送到边缘弯曲机上,板的两个边缘被连续滚压成所需形状。这种方法的特点是适应性强,对中等生产量来说经济性好,可以制作小口径和厚壁异型管。



焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。


异型管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。




- 景观护栏质量放心 2026-04-18
- 不锈钢复合管护栏质量优质的厂家 2026-04-18
- 高强板-接受定制 2026-04-18
- 【废旧钢筋切断机】厂家 2026-04-18
- 靠谱的不锈钢复合管护栏批发商 2026-04-18
- 服务周到的进口耐磨板销售厂家 2026-04-18
- 榆树厂家长期供应 2026-04-18
- 欢迎-紫铜管 2026-04-18
- 重信誉压花生产厂家 2026-04-18
- 开平板优质售后 2026-04-18
- 防撞护栏现货供应厂家 2026-04-18
- 隔墙板来图来样定制 2026-04-18
- 工字钢来图定制 2026-04-18
- 供应不锈钢管的销售厂家 2026-04-18
- #PPT#欢迎来厂参观 2026-04-18
产品



联系方式
