滚筒线现货热销
更新时间:2026-04-17 19:25:55 ip归属地:成都,天气:晴,温度:14-29 浏览:3次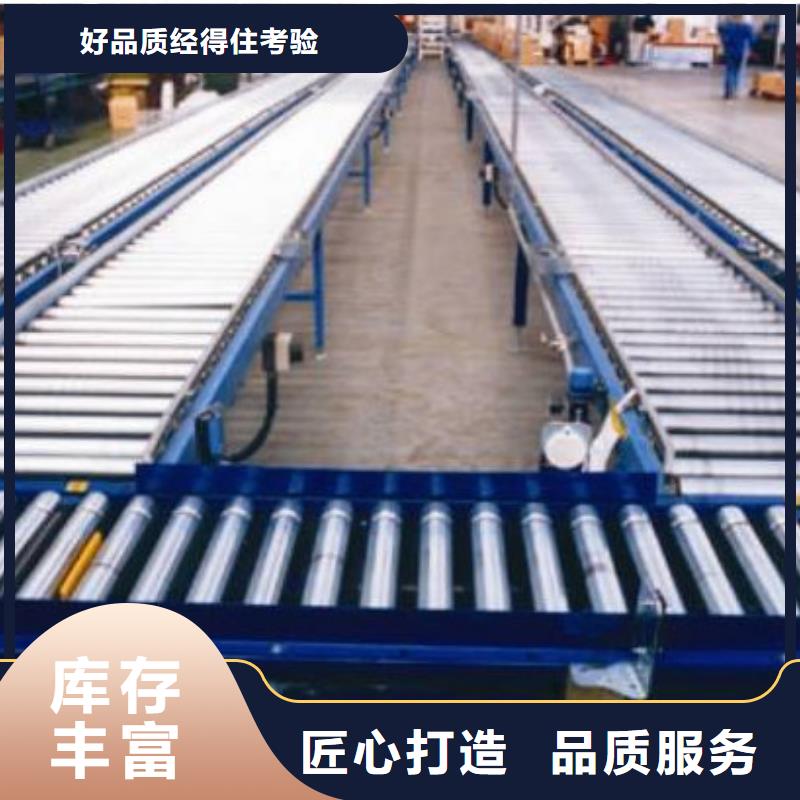


- 发布企业
- 依利达包装器材(成都市彭州市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 品牌 | 依利达ELIDA |
| 产地 | 广东 |
| 范围 | 滚筒线热销供应范围覆盖四川省、成都市、彭州市、锦江区、青羊区、金牛区、武侯区、成华区、龙泉驿区、青白江区、新都区、温江区、金堂县、双流区、郫县、大邑县、蒲江县、新津区、都江堰市、邛崃市、崇州市等区域。 |


我公司在滚筒生产过程中,改变传统的工艺方法,变事后把关为事前控制,对制造过程的各环节实施重点控制。以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。



数十年来,成都彭州依利达包装器材有限公司始终引导 热收缩包装机制造品质,并持续沉淀,创立数字化,自动化,模具化的工艺标准,各主要 热收缩包装机部件已实现专业化、 规模化生产,绝大多数 热收缩包装机产品可以满足客户短时间交货的需要。

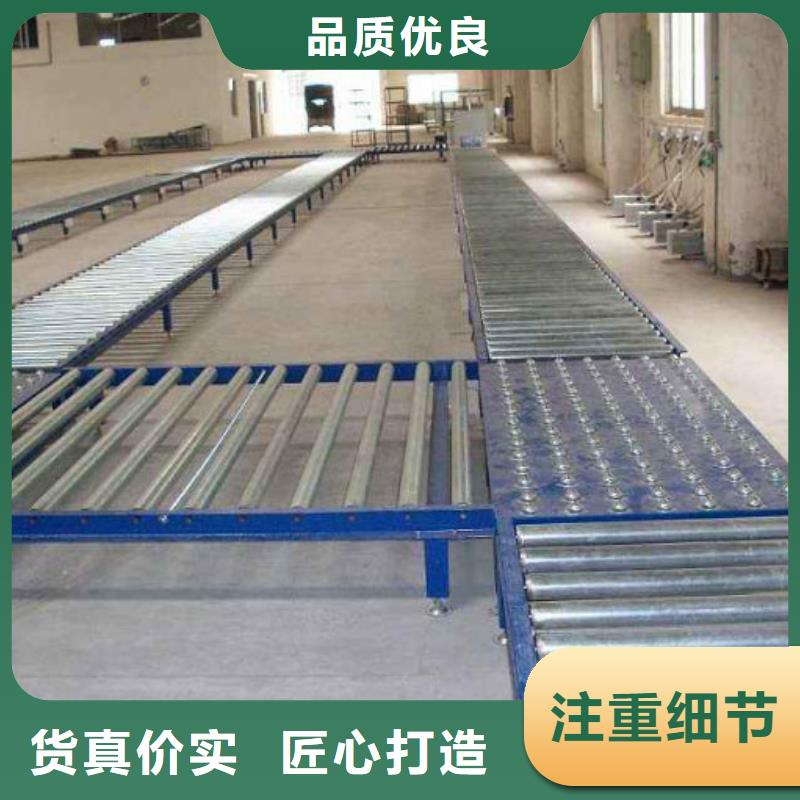
生产流水线堵塞的原因分很多种,可能是设备故障,也可能是人员安排不合理,下面总结了一些常用的解决方法:
1.保证合格的零配件供应,包括质量,数量配套2.合理安排人员,缺人的一定要补上3.工序安排要合理,每道工序的人员要和工作量配套,工序要尽量减少,工序越多,质量越得不到保证4.在恰当的位置插入检验人员,在保证一道重要工序的质量情况下,杜绝不合格产品进下道重要工序5.将产量和人员工资挂钩,将次品和不合格品率与生产员工挂钩,防止为了赶产量把质量放松6.加强生产人员产品意识教育7.生产流水线线加宽8.改善一下设备
到底转弯链板是如何实现转弯的呢?先不急探究这个问题,我们先了解下转弯链板在食品机械中是怎样的存在吧。在物流运输过程中都少不了将货物进行传送运输的环节,有的则是在生产过程就有需要的。短一些的传送带可以做到直线进行传送,那么长一些的传送路径就难免会有向左或向右的拐弯需要,为此,转弯链板应运而生。

