不锈钢护栏优良品质
更新时间:2026-04-18 09:30:04 ip归属地:林芝,天气:阵雨转多云,温度:5-16 浏览:1次

- 发布企业
- 俊邦金属材料 (林芝市米林县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢复合管栏杆
- 所在地
- 聊城市开发区工业园
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 张经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:林芝市米林县不锈钢护栏优良品质的产品参数
【俊邦 】持续拓展产品矩阵,现有朗县不锈钢复合管栏杆库存充足、墨脱不锈钢复合管栏杆现货实拍等,满足不同场景需求。不锈钢护栏优良品质,俊邦金属材料 (林芝市米林县分公司)为您提供不锈钢护栏优良品质的资讯,联系人:张经理,电话:【18762195566】、【18762195566】。 西藏自治区,林芝地区,米林市 米林市的前身为则拉岗宗,1959年8月起一直隶属于林芝地区,2023年4月成为县级市;境内旅游资源丰富,有世界大峡谷——雅鲁藏布大峡谷(5A级景区),中国美的山峰——南迦巴瓦峰,还有尼洋河与雅鲁藏布江交汇形成的江水倒流奇景,丹娘沙丘、南伊原始森林景观和终年不化的冰洞及珞巴民族独特的民俗文化风情等。
想要体验不锈钢护栏优良品质产品的魅力?不妨点击我们精心打造的视频,它将用更直观、更动人的方式展现产品的精彩之处。
以下是:林芝米林不锈钢护栏优良品质的图文介绍

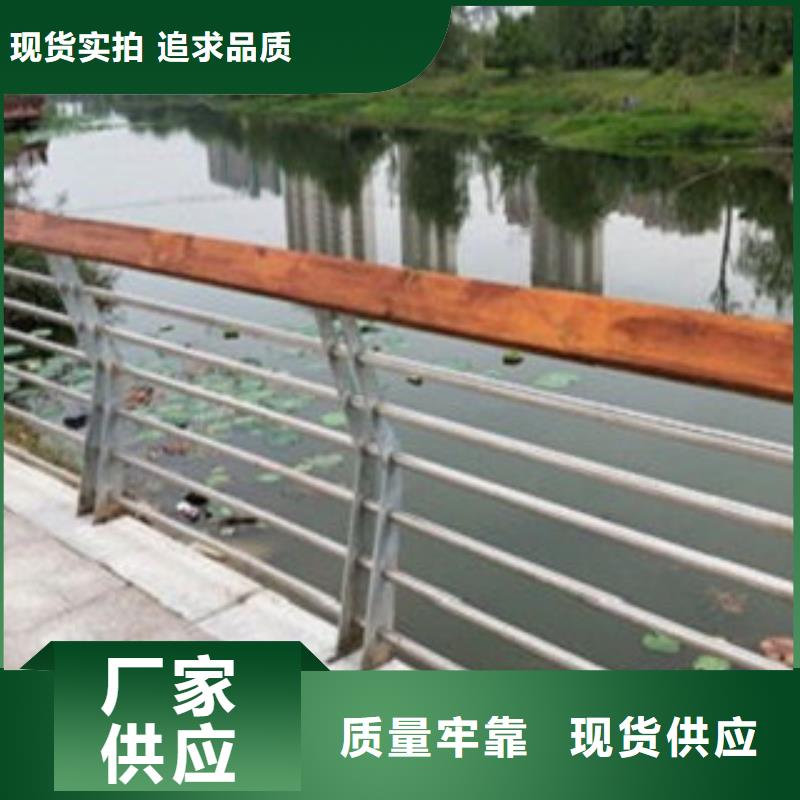
林芝米林不锈钢复合管栏杆
俊邦金属材料 有限公司


林芝米林不锈钢复合管栏杆的详细介绍
产地货源工厂价格


采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌 HOCr2NN(即30焊丝),焊接电流点焊时可稍大0~50A,连焊时控制20~0A,焊接速度一般15~25㎝/min。钨极从气体喷嘴突出的长度,以~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm采用低电压小电流(20A~30A),调节到0.5Mpa左右,对复合管联接处进行填焊,对需要?。焊接时要保护气体为,纯度为99.99%。当焊接电流为50~50A时,流量为8~0L/min,当电流为50~250A时,流量为2~5L/min。如管材焊不透,则电流偏小,可适当调大。其余如╗型或╦型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。采用低电压小电流(20A~30A),调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。



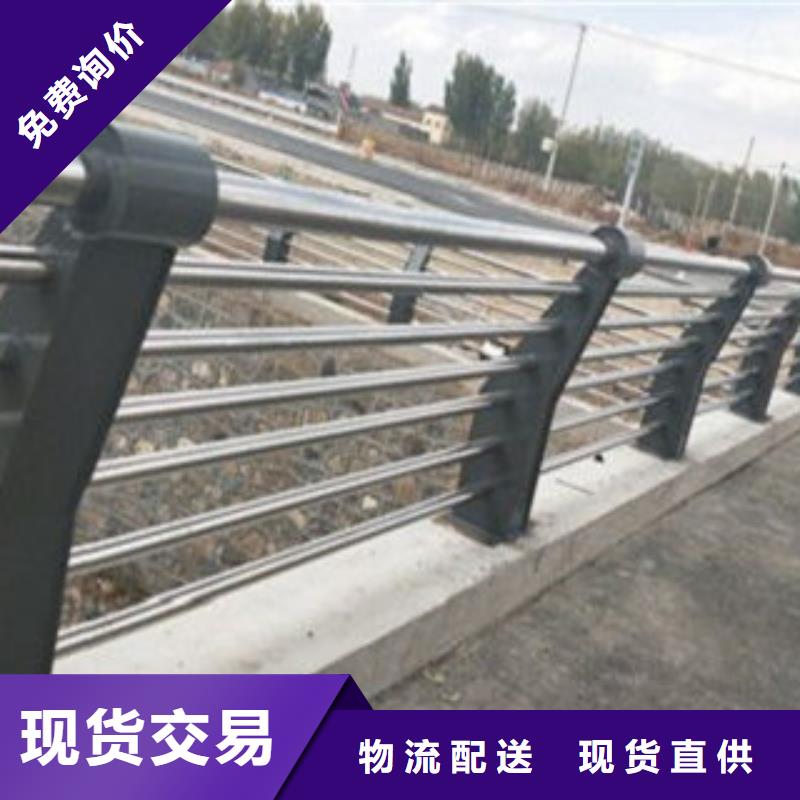
厂家直营大型工厂甄选林芝米林不锈钢复合管栏杆原材料无中间商

规格多样多种林芝米林不锈钢复合管栏杆规格可选满足客户多种需求

加工定制来图来样可根据您的需求定制林芝米林不锈钢复合管栏杆

贴心售后林芝米林不锈钢复合管栏杆发货迅速多年行业经验值得信赖

您是想要在林芝市米林县采购高质量的不锈钢护栏优良品质产品吗?俊邦金属材料 (林芝市米林县分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的不锈钢护栏优良品质产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-【18762195566】,地址:《聊城市开发区工业园》。